
Mintek, Private Bag X3015, Randburg, 2125, South Africa
Materials such as ferrochromium and ferromanganese are conventionally produced in submerged-arc furnaces. These furnaces normally require a high proportion of lumpy feed materials to achieve good recoveries and to maintain a permeable burden that permits the escape of gases from the reaction zone beneath the electrodes. Furthermore, the electrical conductivity of the burden is largely dependent on the characteristics of the carbonaceous reducing agents (reductants) used for a given process. Variation in conductivity often limits the power level obtainable in such furnaces. Reductant quality is of great importance and therefore costly high-grade material is required.
The possibility of plasma-arc technology being developed in such a way as to overcome the abovementioned deficiencies was therefore of some interest to the South African metallurgical industry, which experienced an era of rapid growth during the 1970s. The oil crisis and South Africa's relatively low-cost electricity (from coal-fired thermal power stations) were responsible for this growth. This growth encouraged Mintek to pursue the initial investigation of thermal plasma-arc technology, and to evaluate its potential benefits for the processing of minerals and ores in Southern Africa. Together with the high recoveries that are typical of plasma furnace operation, the direct processing of fines enables this type of furnace to compete favourably with submerged-arc furnaces, particularly in the production of ferro-alloys.
Some unique advantages of plasma-arc furnace technology for industrial use include the following.
DC transferred-arc plasma technology is widely preferred for metallurgical processing for the following reasons.
The most important feature of DC operation is the ability to sustain longer, more stable arcs than AC operation, with independent current and voltage control. As a result, a significant reduction of electrode consumption, electrical disturbances, and noise can be obtained.
However, it should be pointed out that, given the same throughput rate and power flux, the thermal efficiency of the plasma-arc furnace is lower than that of a submerged-arc furnace. Three factors are responsible for this:
The open-bath system provides opportunities for excellent process and product control, but is limited by the loss of volatile materials to the off-gases and by the relatively high losses of power to the roof (50 to 150 kW/m²). High throughput rates are therefore necessary to offset the various mechanisms of energy loss.
Industrial-scale implementation of DC plasma-arc technology followed rapidly on the demonstration-scale testwork carried out at Mintek. The first two applications were for ferrochromium smelting and remelting of metal fines, and ferromanganese fines melting.
Applications in Africa to other ores, minerals, concentrates, metals, and chemicals, have been investigated by various organizations. This paper highlights some of these activities, and explains the development of the successfully implemented plasma technologies, as well as the problems experienced with some of the less successful ones.
The first 100 kVA (three-phase AC non-transferred-arc) furnace at Mintek was based on the extended-arc flash reactor developed at Toronto University. This configuration, with three hollow consumable graphite electrodes inclined at 45 degrees from the vertical, was not felt to be suitable for scale-up to industrial size, so work began on a DC transferred-arc furnace with a single electrode. The hollow graphite electrode, through which the ionizing gas (and feed if desired) can be passed, was mounted vertically in the centre of the furnace.
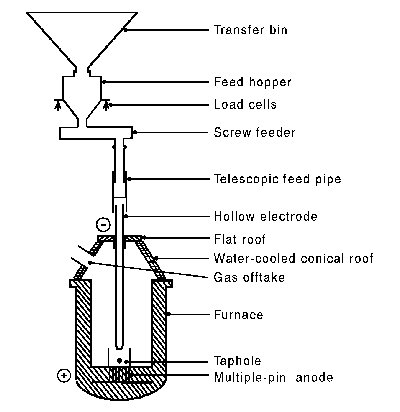
The large-scale 3.2 MVA facility (installed and commissioned during 1984) is capable of sustained operation at power levels greater than 1 MW. During 1988, the facility underwent a major reconfiguration. The new furnace is depicted in Figure 1. The domed brick roof was replaced by a water-cooled conical roof, and the three anode bars embedded in the hearth were replaced by a multiple-pin anode. A six-component feed system with improved sealing and gas tightness, capable of handling dry materials ranging from 100 µm to 12 mm, was introduced. As a result, a wider range of metallurgical processes could be evaluated, since a large number of components could be fed simultaneously to the furnace. The versatile feed system could also distribute the feed either around the 125 mm graphite cathode or through a 75 mm hole down its centre (to introduce the feed directly into the high-temperature bath area) at a typical feed rate of 1 t of total feed per hour, but up to 2 t/h can be used. Although the outer diameter of the furnace shells was reduced, decreasing the mass and the cost of furnace relining, there was no reduction in the attainable power levels or feed rates.
Mintek's pyrometallurgical pilot-plant facilities include 50 kW, 100 kVA (70 kW), 200 kW, and 3.2 MVA (1.0 MW) DC plasma-arc furnaces. These facilities are used for experimental campaigns on a wide range of materials. The 200 kW system is capable of having dry materials ranging from 100 µm to 6 mm fed down the centre of the cathode, around it, or both. The pilot-plant bay at Mintek has well-developed capabilities for gas handling, and feed systems that include vibratory feeders.
Hollow graphite electrodes are usually used as cathodes, but water-cooled electrodes have also been used when required. Graphite electrodes are preferred for most purposes as they impose no limits on current (up to say 100 kA), are simpler (requiring less skilled maintenance), and introduce no source of water into the furnace (also saving on the costs of a water-cooling circuit).
In a comparison (Stenkvist) between DC arc, AC arc, and DC plasma-gun arc, the graphite-cathode DC arc provides the most efficient energy transfer, with the largest portion of the arc power being transferred directly to the melt. This high efficiency is due to the fact that a strong, electromagnetically pumped plasma jet convects most of the power toward the anode. The DC arc, with stable unidirectional convection, is superior to the AC arc in transferring its energy directly to the anode in a metallurgical process. The consumable graphite electrode is able to operate without water cooling at far higher current and power levels than a plasma torch with water-cooled metal electrodes. Thus the combination of DC power and graphite electrode provides greater and more flexible opportunities for commercial metallurgical processes. The disadvantages of DC, compared to AC, involve the necessity for an electrical connection to the liquid metal anode (not necessary in the conventional three-phase AC system), and the extra cost and space required for rectification.
The major factor affecting electrode erosion is the arc current. Consequently, for a particular power requirement, any decrease in the current arising from an increase in the voltage implies a decrease in electrode consumption. At high currents, say over 100 kA, the electrode erosion rate is lower for graphite than it is for its major competitor (in transferred-arc devices), thoriated tungsten. This is of particular importance in energy-intensive smelting processes where the electrode costs per ton of alloy produced are higher than, for example, those for scrap remelting. However, the improvements in arc stability have usually been accompanied by additional costs such as inert-gas injection, water-cooling of the plasma device, or rectification of the power supply.
Recent plasma-furnace work at Mintek has involved high-intensity smelting [3,4], the high-temperature reactions in the arc-attachment zone [5], and the application of large-scale plasma systems.[6,7] Apart from the applications detailed in this paper (iron and steel, ferro-alloys, and light and refractory metals), Mintek has undertaken work on the production of other chromium-containing products such as Cr7C3, the production of pure chromium via the aluminothermic reduction of Cr2O3, and the production of zirconium compounds (Zr, ZrAl3, and partially-stabilized ZrO2 from ZrSiO4). Pilot-scale work has been done at Mintek on the recovery of copper, nickel, and cobalt from converter slags. Other applications include the production of ferroniobium, catalyst regeneration, the fuming of lead and zinc from lead blast-furnace slags, and the treatment of low-carbon ferrochromium slags (which have high concentrations of Cr6+).
DC plasma reduction of uranium hexafluoride (UF6) to uranium tetrafluoride (UF4) with hydrogen or cracked ammonia has been tested. It was shown that the plasma process can be scaled up to a production rate of 1 kg of UF4 per hour, with the possibility of better economy and safety, as well as the advantages of intermittent operation. It is conservatively estimated that the plasma process could introduce a saving of about one third of the cost of the conventional process (which uses the enthalpy of reaction between the fluorine and the hydrogen). The plasma process is also safer. Altogether, just over 13 kg of depleted uranium metal (meeting all specifications) has been manufactured from the UF4 product from the plasma process.
A high-frequency plasma process was utilized to effect in situ fluorination of precipitated beta-UF5, using fluorine (diluted with argon) or CF4 as fluorinating agents. The CF4, in turn, could possibly be produced economically in a thermal plasma reactor. This method was seen as a possible economic replacement for the existing processes, for example those utilizing ClF3 or a mixture of F2 and BrF5.
Uranium metal was controllably fluorinated (in cold- and hot-plasma systems) using CF4 or diluted (10 per cent) fluorine in argon. This process can be carried out regardless of whether the metal is heated or not. (It must be pointed out that the work was done with low flowrates of fluorinating agents, and at higher flowrates the possibility of runaway reactions with hot metal cannot be ruled out.) Dilution of the fluorine with an inert gas is required to render the process controllable. As expected, the rate of mass loss during fluorination with CF4 was lower than that with fluorine. This is probably because only one fluorine radical forms per molecule of CF4, resulting in a lower concentration of fluorine. It was found that plasma-fluorination of uranium with fluorine holds no advantages over direct fluorination, because the reaction rate depends primarily on the concentration of fluorine and the total exposed surface area, and only secondarily on the temperature of the metal. CF4 is a safer reagent than fluorine, but would have to be made much more cheaply (e.g. directly from CaF2 and carbon) than fluorine to have any significant advantage over the use of fluorine.
Work on the plasma treatment of inexpensive and readily-available coal fines to produce acetylene, ethylene, and other gases was carried out with a view towards possible commercialisation, but primarily to gain experience with solids feeding, which could be used in the processing of uranium-containing powders. This work was subsequently terminated.
In 1982, Mintek assisted the AEC to develop a plasma-arc process for the aluminothermic reduction of high-purity zirconium oxide (upgraded baddeleyite) to produce ZrAl3. The ZrAl3 was processed in an electron-beam furnace to evaporate the aluminium and produce zirconium metal. Unfortunately, the metal quality did not quite meet the standards required for nuclear-grade metal.
Zirconium metal, having the properties of good corrosion resistance at high temperatures, good mechanical strength, and low neutron cross-section, is required for use both in the nuclear and the chemical industries. A process has been developed at the AEC [9], in which ZrCl4 vapour is reduced with hydrogen to produce metallic zirconium. A hybrid DC transferred-arc plasma reactor was designed and constructed, in which the required temperatures (between 3000 and 3500 K) and reagent ratios (H2:ZrCl4 = 32) could be maintained in a stable plasma column. An argon plasma at a pressure of 40 kPa (absolute) is ignited between a thoriated tungsten cathode and a cylindrical water-cooled copper cathode. (Graphite electrodes are not used, because graphite sublimates readily at temperatures above 4000 K, and nuclear-grade zirconium requires a carbon content of less than 0.008 per cent by mass.) Regulation of the temperature of a secondary zircalloy-disc anode, by controlling the supply of cooling water, makes it possible to collect the product either as a powder or in a molten metal bath. A maximum yield of 65 to 68 per cent of the zirconium was collected, as opposed to the thermodynamically possible 95 per cent. It is suspected that some of the molten metal was re-chlorinated.
A 96 kW plasma furnace was obtained in 1992. This is to be used for various research projects (i.e. gas heating, waste destruction, and special melting).
Plasma development at Anglovaal started in early 1984 with work on the recovery of iron and sulphur compounds by pyrolysis of pyrite and pyrrhotite ores from Prieska. The plasma facilities have been utilized successfully for work on gold recovery from Eastern Transvaal refractory ores, platinum-group metal (PGM) recovery from chromite-containing ores, high-temperature recovery of refractory metals (including tantalum, niobium, molybdenum, and tungsten), and the production of fused refractories from andalusite.[10]
The Union Steel Corporation of South Africa (USCO) installed a direct-reduction process [11,12] based on the reforming of a synthetic gas (produced by the gasification of bituminous coal, as practised by SASOL in South Africa) in 1985, with a view to using alternative reforming agents like coal fines at a later stage. The USCO plant was designed to produce 300 kt of DRI per annum. In each of the three reformer vessels, the energy for the reforming process is provided by an 8 MW arc-heater device. The arc-heater devices were developed by Chemische Werke Hüls AG, of Marl, Germany. In the USCO-Hüls process, steam is introduced into the reforming vessel to improve the ratio of hydrogen to carbon monoxide. The process off-gas is not recycled back to the reformer vessel but is blended after removal of the water and carbon dioxide with the superhot stream of gas produced in the reformer vessel by the interaction between the high-temperature plasma tail flame, the syngas, and the steam. The plasma unit attained a chemical efficiency of up to 95 per cent in the conversion of methane to synthesis gas, and was able to achieve H2 to CO ratios from 1:1 to 1:3. Unfortunately, problems were experienced in the shaft furnace, with the lock-hopper valve systems leaking and sticking (because they could not withstand the variations in temperature and pressure). The plant was mothballed by USCO in 1987, as a result of economic factors (high electricity cost, high cost of transporting ore from Phalaborwa, and the low price of scrap in 1986). Iscor bought USCO's steel division in mid-1991, and USCO closed down the sponge-iron and vanadium plants, leaving only the non-ferrous activities intact.
Iscor's plant at Vanderbijlpark, South Africa, is successfully melting DRI in an open-bath operation in conventional ultra-high power (UHP) furnaces using a foaming slag to limit arc flare.[14]
During steelmaking in an electric-arc furnace (EAF), 10 to 15 kg of dust, consisting of various metal oxides, is generated per ton of steel product. In many countries, the disposal of EAF dust in landfill sites is regarded as an environmental hazard, since toxic metals may be leached into drinking water supplies. In the USA, EAF dust is classified as a hazardous waste, and regulations require it to be treated chemically or thermally to remove or stabilize the leachable toxic metals.
Steel-plant dusts can be grouped into four broad categories. They may be grouped according to their content of alloying elements (especially Ni, Cr, Mo, and Mn) as carbon-steel or alloy-steel dusts, and as either low- (< 15 per cent) or high-zinc dusts. Low-zinc carbon-steel dusts represent the least valuable category, and their treatment is generally dictated by environmental rather than economic considerations. Cheaper chemical or recycling routes may be sufficient for their treatment. However, alloy-steel dusts (even those low in zinc) require fairly strong reducing conditions to lower the chromium in the slag phase to acceptable levels, thus rendering them suitable for disposal. The other three dust categories are therefore potential candidates for treatment via electrically-based thermal routes.
Electrically-based thermal processes allow sealed reactor design, high-energy-density operation at low oxygen potentials, reduced gas volumes, and suitably high off-gas temperatures. These features have the following major process advantages for the treatment of steel-plant dusts:
A proposed 3 MW unit could process around 18 kt of EAF dust per annum, or 10 kt of alloy-steel dust. It appears that the proposed units could be operated profitably, even before the avoided costs of disposal are taken into account.
The disposal problem should be solved at its primary source. This is compatible with operation on a contracted-out basis. On-site treatment minimizes potential environmental legal liabilities, and minimizes or eliminates road transport (and the associated cost and taxes). The waste-management installation could be wholly operated by a contractor. In this way, the system can be run with no capital costs to the client, with a charge being made purely for services. This requires no responsibility on the part of the steelmaker for the supervision of operating personnel, or for the maintenance of the equipment.
South Africa has very large reserves of three of the most important oxide ores, namely iron ore, chromium ore, and manganese ore. In addition, it has reasonably abundant resources of carbonaceous reducing agents in the form of bituminous coals, and relatively low-cost electrical power. As a result, up to 50 per cent of the ores mined are converted locally to the metallic form. Conventional methods for the processing of these materials generally require lumpy sized material, whereas fairly large quantities of fines are produced during mining activities. Although agglomeration techniques are well established, they are costly, and therefore a strong motive exists for processes to be developed that use fine feed materials directly, and which are flexible with respect to the choice of the raw materials and the energy source. Furthermore, the preheating of fine materials in, for example, a fluidized-bed reactor, as a means for the saving of electrical energy, is potentially a very cost-effective method whereby operating costs can be lowered with a relatively small additional capital expenditure.
Among the first metallurgical processing tests conducted at Mintek using plasma technology was the remelting of alloy and metal fines arising from the crushing, screening and recovery operations associated with conventional ferro-alloy processing technology. These fines, which are often contaminated with slag, are of relatively low value, and can pose problems when fed back to conventional submerged-arc furnaces.
It was not only demonstrated that ferrochromium fines could readily be remelted, but also that partial refining could be achieved. For example, in tests using 100 parts of ferrochromium fines, 28.6 of fine chromite, and 4.3 parts of quartz, the silicon content was lowered from 3 to as little as 0.11 per cent, and the carbon from 6.6 to 4 per cent.
Ferromanganese fines were also successfully remelted, and it was found that carbon and silicon levels were lowered by the remelting process.
Following a joint development by Mintek, Middelburg Steel and Alloys, and ASEA of Sweden, a 16 MVA (14 MW) DC transferred-arc furnace was installed at Krugersdorp, and commissioned in December 1983. This demonstration-scale prototype furnace replaced an existing 9 MW submerged-arc furnace. The furnace shell was 7.5 m in diameter and 2.4 m in height, with side-walls lined with magnesia bricks and an outer roof of water-cooled refractory-lined panels. The single central hollow graphite electrode was 560 mm in diameter. Nitrogen was passed down the central hole to maintain the stability of the plasma. Startup and commissioning took place during 1984 and 1985, and satisfactory operation was achieved in 1986. During the six years following installation, the furnace was developed further into a successful production unit, reaching its fully-installed power level.
The furnace was totally closed, and the feed could enter through the hollow electrode or through three gas-tight ports in the furnace roof. Dried chromite fines were batched in various proportions with fluxes and reductants according to the set recipe required for the grade of chromium alloy to be produced, and stored in primary bins above the furnace, from which vibrating feeders supplied the four feed ports.
The initial feed for the plasma furnace was a blend of coke and chromium ore fines, plus recycle charge-chrome fines that constituted from 10 to 50 per cent of the total feed. The chromium recovery exceeded 90 per cent, which was greater than that achieved in conventional smelting furnaces.
A major advantage of the plasma design is the closed-top furnace, which can allow the recovery of the sensible and combustion energy of the hot carbon monoxide off-gas for preheating of the feed.
Table 1 compares the production of ferrochromium in the plasma-arc furnace with that by conventional submerged-arc smelting. It is evident that the chromium content of the alloys was similar, but that the recovery of chromium was improved significantly by use of the plasma-arc process.[16] The sulphur and phosphorus contents of the alloy produced in the plasma furnace are less than half those given in the standard specification.
| Furnace | %(C + Si) in alloy | %Cr in alloy | Cr recovery to metal, % | %Cr2O3 in slag | Slag:metal ratio |
|---|---|---|---|---|---|
| 16 MVA plasma-arc | 9.4 | 53 | > 90 | 2-6 | 0.8 |
| 20 MVA submerged-arc | 11.0 | 52 | 75-80 | 11-13 | 1.3 |
By 1987, the process and the furnace were performing well, and during 1988 the average power level achieved was 12 MW; the maximum level obtainable with the 16 MVA power supply was 14 MW. The production of ferrochromium was 18 kt/a.
Towards the end of 1987, MS&A decided to uprate the furnace to 40 MVA, so that the production of ferrochromium could be increased. Other considerations included the anticipated improved thermal efficiency of a larger furnace, together with the demonstrated advantages with regard to the cost of raw materials. The 40 MVA furnace was installed at the end of 1988, and the relative simplicity of the design contributed to the relatively low cost of the conversion. A conductive hearth and bottom electrode developed by ASEA [18] are used in the furnace. The furnace shell is 9 m in diameter and 3.8 m high.[17] Power was switched on to the furnace on 13 December 1988, and it was planned that full power would be reached early in 1990. An electric current of up to 60 kA is used.
The 40 MVA (32 MW) furnace at Palmiet Ferrochrome (previously known as the Krugersdorp plant of Middelburg Steel and Alloys, and now a division of Samancor Ltd), depicted in Figure 2, succeeds the previous unit as still the only open-bath DC transferred-arc furnace world-wide for producing ferrochromium alloys. The fully computerized furnace, which was designed and manufactured in South Africa, is supported by state-of-the-art ancillary plant and equipment, all designed locally.

The furnace can be closed more easily because of its single-electrode operation and simpler feed distribution, and can therefore make use of the excess thermal energy in the furnace off-gases for pre-heating or pre-reduction of the incoming charge.
The furnace responds rapidly to changes in operating conditions or charge inputs, because smelting is carried out under open-bath conditions. The rapid response time and greater flexibility in the process, make it possible for a plasma furnace to produce a wider range of alloy compositions than can be produced in a submerged-arc furnace.
For the smelting of chromium ores, plasma furnaces have several important advantages, both technical and economic, over conventional submerged-arc furnaces. These include:
Ore reduction has been carried out at the 100 kVA pilot scale at Mintek, for the production of ferromanganese-silicon (FeMnSi) and high-carbon ferromanganese (HCFeMn). In the case of HCFeMn production, high manganese losses were experienced because of evaporation. Samancor's 10.8 MVA furnace was also used to produce FeMnSi and HCFeMn.
The Samancor furnace, which has a single water-cooled plasmatron (transferred-arc device), was designed primarily to melt ferromanganese metal fines. The rating of the thyristor-controlled power supply is 10.8 MVA, and the plasma device itself is capable of operation up to 9 kA and 800 V, although voltages above 200 to 300 V are not easily attainable in practice. Power levels of only some 2 to 4 MW are therefore obtainable unless higher voltages can be reached. However, it was found that higher voltages caused stray arcing into the water-cooled parts of the roof, and even into the off-gas duct. At these power levels, the electrical-to-thermal efficiency would be expected to be fairly low. The design capacity is 50 kt/a for fines remelting, although this level has never been reached.
Mintek has also carried out a considerable amount of work on the melting and smelting of ferromanganese alloys in open-bath transferred-arc systems.[19] If the power density for melting is matched to the furnace size, then efficient operation with good recoveries can be achieved. However, smelting results in excessive losses of manganese vapour, and a shaft-furnace approach would appear to be a more suitable configuration.
Open-bath furnaces have the disadvantage that the off-gas exits directly from the system, resulting in high energy losses, and the loss of approximately 10 per cent of the manganese through evaporation. This is caused by the high vapour pressure of manganese at temperatures around 1700 to 1900°C. Consequently, the manganese yield of such systems is only approximately 50 to 60 per cent, and the manganese content in the metal is limited to between 72 and 77 per cent. The energy consumption of such processes is between 3.8 and 4.5 MWh/t of ferromanganese. These tests were carried out in a cylindrical 5 t plasma furnace with a central 3 - 5 MW plasma torch at Voest-Alpine Industrieanlagenbau and Samancor.
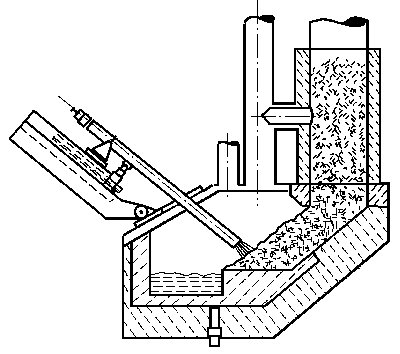
The high manganese loss, as well as the high energy demand, gave rise to the development of the so-called boot furnace [20], depicted in Figure 3. This furnace (which uses the power supply of the furnace previously mentioned) combines the features of an open-bath and a shaft furnace. The main feature is that the manganese evaporated in the plasma zone is condensed in the burden, and the thermal energy of the off-gas is used for preheating and partial prereduction of the material -- as in the submerged-arc furnace. The manganese loss by evaporation is intended to be reduced to approximately 3 per cent, and the manganese yield increased to approximately 84 per cent. The manganese content of ferromanganese should be within a range of 76 to 78 per cent, and the energy consumption should be approximately 3 MWh/t. At a furnace power of 2.5 MW, this corresponds to a production rate of approximately 0.8 t of ferromanganese per hour. Compared to the conventional submerged-arc furnace process for ferromanganese production, the advantage of the boot furnace design is that fines can also be used as input material.
Of considerable importance is the fact that the unit described can also be operated with oxygen plasma torches for refining. Investigations are currently being made into the smelting of low-carbon ferromanganese in one process step. Promising tests have already been carried out in the 5 t plasma furnace of Voest-Alpine Industrieanlagenbau, and the 'boot furnace' at Metalloys is currently undergoing commissioning.
The carbothermic reduction of silica to produce silicon in an open-bath transferred-arc plasma furnace results in high losses of silicon monoxide, and therefore a shaft-furnace process is preferred. However, success was achieved in the co-melting of silicon fines (in the form of an off-grade product from the production of silicon) and reject high-carbon ferromanganese or high-carbon ferrochromium fines to produce a wide range of medium- to low-carbon silicide alloys. Compositions of standard and, in some instances, even better, specifications have been produced. During the co-melting and subsequent cooling processes, the carbon from the high-carbon alloys is exsolved as a result of its very limited solubility in high-silicon alloys. Most of these co-melting tests were carried out in Mintek's 100 kVA transferred-arc plasma batch furnace.
Silicon fines were remelted successfully, and good recoveries of upgraded silicon were obtained.
A process was conceptualized at Mintek for the carbothermic reduction of V2O5 to produce a vanadium sub-oxide (approximately VO), which is then reduced further using aluminium, with the iron being added as metal. The plasma furnace would be well suited to supplying the energy requirements of this endothermic process. Preliminary testwork to demonstrate the validity of this concept was undertaken on Mintek's 100 kVA plasma furnace at a power level of about 30 kW. The initial results were reasonably encouraging, with an alloy containing 85% V being produced, although the carbon content of the final alloy was too high.
The silicothermic production of magnesium in a plasma furnace has been shown to be technically viable, (assuming the addition of an efficient condenser, such as an ISP-type splash condenser to the process). However, at present, there is no cost advantage over present electrolytic processes, so the work has been shelved by Samancor for the time being.
Small-scale batch tests have been carried out in a 50 kW DC transferred-arc plasma furnace at Mintek and in a 40 kW water-cooled plasma furnace at the Mineral Resources Center of the University of Minnesota [24], to investigate the reduction of ilmenite to yield a high-grade titania slag and a pig iron by-product. The work was aimed at producing a slag suitable for use as a feedstock for the fluidized-bed production of titanium tetrachloride. The tests were conducted on three different ilmenite concentrates with widely differing chemical compositions and geological histories. The influence of parameters such as the particle size of the reducing agent, the amount of carbon addition, and the reaction time on the grade of the slag and the recoveries of titanium and iron were studied. The thermal balance of the furnace was carefully controlled to maintain a protective 'freeze lining' to ensure that the graphite crucible and titania slag did not react chemically. The electrical and physical characteristics of the DC transferred-arc plasma furnace were found to be well suited to the smelting of ilmenite. Stable furnace operation was observed during the processing of all three ilmenite concentrates, and slags containing more than 80 per cent titanium dioxide (by mass) were readily obtained. It should be mentioned here that work has also been carried out on the production of ferrotitanium in a DC transferred-arc plasma furnace.[25]
Several companies are investigating the possibility of developing new titanium projects in Southern Africa, including deposits in Natal, Transkei, and Mozambique. Of these, only Anglo American's Namakwa Sands project has been formally announced. This R1000 million (US $340 million) project on the Cape west coast was approved in November 1992. The project will comprise a mining operation near Brand-se-Baai, where heavy mineral concentrates will be produced. Production is scheduled to start in 1994, at an initial mining rate of 4 Mt of sand per annum. The full production rate is expected to reach 16 Mt/a. Reserves are in excess of 500 Mt. The concentrates will be transported by road to the Koekenaap plant where ilmenite, zircon, and rutile will be recovered. Zircon and rutile will be exported as high-purity concentrates, whilst the ilmenite will be smelted at a plant between Vredendal and Saldanha.
In order to proceed with the project, Anglo American needed to develop a new process to smelt ilmenite, as the QIT/RBM process is held under licence. (The high electrical conductivity of titania slags and the accurate control of the slag composition effectively rule out the use of conventional submerged-arc technology for the smelting of ilmenite.) The corporation has successfully developed a process, in partnership with Mintek, based on single hollow-electrode plasma furnace technology.[26-28] The first of two furnaces is expected to come onstream during 1995. When the mine is at full production, the operation is expected to treat 1200 kt of primary concentrate per annum, to produce 195 kt of ilmenite slag, 120 kt of pig iron, 140 kt of zircon, and 38 kt of rutile.[28]
The high operating temperatures prevented the build-up of unwanted impurities in the carbide. The recirculation of the calcium units to the carbide-producing furnace would be a possible advantage of the plasma route.
The program was originally developed for the purpose of simulating processes for the production of raw stainless steel. However, it has also been applied successfully to the processing of ferro-alloys, metal carbides, base metals, and refractory metals, as well as preheating, prereduction, and combustion processes. Models (empirical / phenomenological as well as predictive) have been developed for a number of process units and process steps, including a heater / drier, fluidized bed, and rotary kiln, as well as for electric-arc furnaces. Some of these models also provide a significant quantity of derived information, such as the liquidus temperature, viscosity, and basicity of slags, as well as gas ratios and degrees of reduction.
Predictive modelling of plasma-arc furnaces has been particularly successful, as these furnaces often come close to allowing multi-reaction multi-phase equilibrium to be attained. Pyrosim has recently been used successfully to model the plasma-arc treatment of electric-arc furnace dust, a process that is inherently complex because of the number of chemical elements involved.
A balance must be maintained between the feed rate and the power input to a plasma furnace, to ensure a relatively constant operating temperature. As a result of the short response time of the system, there is a need for a higher level of control than is currently required in the operation of a submerged-arc furnace. The short time-constants associated with the process emphasize the necessity for the feed of raw materials to be set at the correct rate, and for a wide range of other variables to be maintained and controlled. Stable metallurgical performance is obtained when there is an adequate level of control over the operation. The most important factor is the ratio of feed rate of raw materials to power input. This ratio is not a constant, and it has to be updated regularly as furnace conditions change.
To control the feed rate effectively, a multiple-hopper system with a ramp feed-rate controller was designed and constructed at Mintek, and very accurate proportioning of the different feed materials was achieved at all times. In addition, it is important that feeding continues whenever the power is on. If an arc is maintained while no raw material is being fed, localized bath temperatures increase rapidly, damaging the refractories and causing unwanted side-reactions.
Further development work will be necessary if silicon, ferrosilicon, and ferromanganese alloys are to be smelted in plasma-arc furnaces, because the vapour species generated by the process cause unacceptable losses. Applications to refractory materials and light metals (e.g. magnesium) are being pursued, and a commercial project is being planned for ilmenite smelting using DC plasma-arc technology developed by Mintek.
Because of its level of industrialization, South Africa has taken the lead in Africa in the development of plasma-arc technology. South African companies are well placed, therefore, to assist countries in the rest of Africa with the technology, under suitable commercial arrangements.
2. Stenkvist S.-E., and Bowman B. High-power, graphite-cathode DC arc plasma -- Properties and practical applications for steelmaking and ferroalloys processing, Plasma Technology in Metallurgical Processing, The Iron and Steel Society, AIME, 1987, Chapter 8B, pp. 103-109.
3. Curr T.R., Barcza N.A., Maske K.U., and Mooney J.F. The design and operation of transferred-arc plasma systems for pyrometallurgical applications, Proceedings of the 6th International Symposium on Plasma Chemistry, Boulos, M.I. and Munz, R.J. (eds.), Montreal, Quebec, July 1983, Vol. 1, pp. 175-180.
4. Meihack W.F.A.T., Curr T.R., Barcza N.A., and Jones R.T. The effect of feed pretreatment on the efficiency of a plasma-arc furnace, Proceedings of the 8th International Symposium on Plasma Chemistry (ISPC-8), Tokyo, Japan, September 1987, Vol. 3, pp. 1892-1899.
5. Barcza N.A., Curr T.R., and Jones R.T. Metallurgy of open-bath plasma processes, Pure & Appl. Chem., Vol.62, No.9, 1990, pp. 1761-1772.
6. Barcza N.A., Curr T.R., and Maske K.U. The application of thermal plasma technology to large-scale pyrometallurgical processes, Extraction Metallurgy '85, Institute of Mining and Metallurgy, London, June 1985, pp. 709-740.
7. Barcza N.A. The development of large-scale thermal-plasma systems, J. S.Afr. Inst. Min. Metall., Vol.86, No.8, August 1986, pp. 317-333.
8. De Beer J.A. Atomic Energy Corporation of South Africa Ltd, Personal communication, November 1992.
9. Bester J.A., De Beer J.A., and Rohwer H.E. Metallic zirconium production by hydrogen reduction of ZrCl4 in a transferred arc torch, Second European Congress on Thermal Plasma Processes, Paris, 7-9 September 1992, 8 pages.
10. Cousins C.L. Anglovaal Ltd, Personal communication, November 1992.
11. Anonymous. Usco: Seeking salvation in direct reduction, Met. Bull. Month., May 1984, pp. 28,31.
12. Blom P.W.E. Potchefstroom University (previously at Union Steel Corporation of South Africa Ltd), Personal communication, November 1992.
13. McRae L.B., Barcza N.A., and Curr T.R. The application of transferred-arc plasma to the melting of metal fines, Mintek 50. Proceedings of the International Conference on Mineral Science and Technology, Haughton L.F. (ed.), Randburg, Council for Mineral technology, 1985, Vol. 2, pp. 827-836.
14. Strohmeier B. and Bachmayer J. Melting of kiln-based DRI in large UHP-arc furnaces at Iscor Ltd, Paper presented at the 5th SL/RN Kiln Operators' Conference, Vanderbijlpark, South Africa, 21 - 24 April 1985, 20 pp.
15. Schoukens A.F.S., Nelson L.R., and Barcza N.A. Plasma-arc treatment of steel-plant dust and zinc-containing slag -- theoretical and practical considerations, Recycling Lead and Zinc. The Challenge of the 1990's, International Lead and Zinc Study Group, London, 1991, pp. 361-370.
16. Slatter D., Barcza N.A., Curr T.R., Maske K.U., and McRae L.B. Technology for the production of new grades and types of ferro-alloys using thermal plasma, INFACON 86, Proceedings of the 4th International Ferro-alloys Congress, Finardi J., Nascimento J.A., and Homem de Melo F.D. (eds.), Sao Paulo, Brazil, Associacao Brasileira dos Produitores de Ferro-Ligas--Abrafe, 1986, pp. 191-204.
17. Anonymous. A world first -- the DC plasma arc furnace, SA Mech. Eng., Vol.39, May 1989, pp. 223-229.
18. Hütter U. Refractories and conductive bottom design for DC-arc furnaces, system ABB, Radex-Rundschau, 1992, Vol.2/3, pp. 83-95.
19. Schoukens A.F.S., and Curr T.R. The production of manganese ferro-alloys in transferred-arc plasma systems, 42nd Electric Furnace Conference Proceedings, Warrendale, The Iron and Steel Society, AIME, 1985, pp. 161-171.
20. Müller H.G., Koch E., Dosaj V.D., and Wellbeloved D. Examples of plasma potential for industrial application, ISPC-9 Workshop on industrial plasma applications, Volume 2 -- Thermal Plasma, Pugnochiuso, Italy, 9-10 September 1989, pp. 50-59.
21. Schoukens A.F.S. A plasma-arc process for the production of magnesium, Extraction Metallurgy '89, London, The Institution of Mining and Metallurgy, 1989, pp. 209-223.
22. MacPherson, R.D., Mineral processing at Richards Bay Minerals, Proceedings of the 12th CMMI Congress, Glen, H.W. (ed.), Johannesburg, The South African Institute of Mining and Metallurgy, 1982, Vol. 2, pp. 835-840.
23. Skillen A. Mineral sands, Crash of the Ti-tans, Ind. Min., August 1992, pp. 19-33.
24. Brent A.D. The smelting of ilmenite in a d.c. transferred-arc plasma furnace with a molten anode configuration, Report No. M304, Randburg, Mintek, 15 July 1987.
25. Brent A.D., McRae L.B., and Lagendijk H. The production of ferrotitanium in a DC transferred-arc plasma furnace, Proceedings of the 5th International Iron and Steel Congress, Washington D.C., April 1986.
26. Robinson I. SA's developing titanium industry, Engineering News - Mining, 25 September 1992.
27. Tommey D. R1-bn shot in arm for Cape west coast, The Star, Johannesburg, 20 November 1992, p.18.
28. Valentine S. Anglo American gaan voort met sy Namakwa Sands-projek, Beeld, Johannesburg, 20 November 1992, p.S1.
29. Erasmus L.J. The application of plasma-arc technology for the production of calcium carbide, 49th Electric Furnace Conference Proceedings, Toronto, The Iron and Steel Society, AIME, November 1991, pp. 293-298.
30. Jones R.T. Computer simulation of pyrometallurgical processes, APCOM 87, Proceedings of the Twentieth International Symposium on the Application of Mathematics and Computers in the Minerals Industries, Volume 2: Metallurgy, Johannesburg, The South African Institute of Mining and Metallurgy, October 1987, pp. 265-279.
Also presented as Plasma technology in Africa at the Colloquium on Mining and Metallurgy, South African Institute of Mining and Metallurgy, Vanderbijlpark, 10-11 May 1993.
 Contact Information
Contact Information
Phone: +27 (11) 709-4642
Fax: +27 (11) 793-6241
Copyright © 1996-97 Rodney Jones, Mintek, rtjones@global.co.za
19 June 2001